




Respon Moulding Co., Ltd
www.responmoulding.com

Что такое утяжка при литье пластмасс под давлением? и как предотвратить утяжку?
Nov21,2022
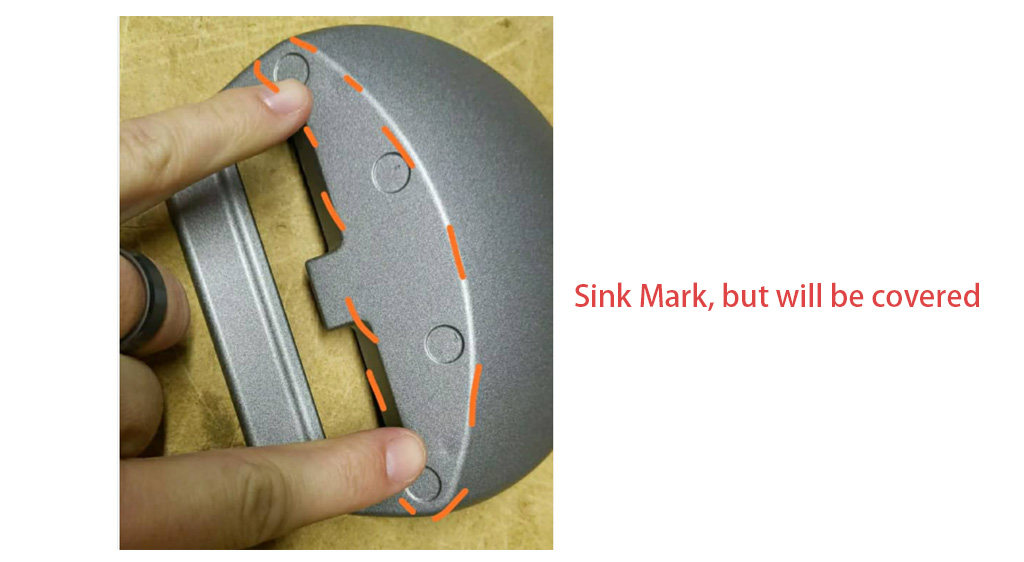
Утяжка — это дефект, который больше похож на углубление или канавку на поверхности отлитых под давлением деталей с различной толщиной стенок, обычно встречающийся в более толстой области компонента. Степень видимости раковины зависит от ее глубины, цвет продукта и его консистенция. Впадины возникают, когда участки горячей жидкой смолы остывают и сжимаются с разной скоростью. Утяжка может возникать из-за методов обработки, конструкции инструмента, геометрии детали и выбора материала. Чаще всего раковины не влияют на целостность или прочность конструкции. Посмотрите, где раковина. Если раковина окажется в скрытом месте или будет закрыта другой частью, и если это не повлияет на целостность или прочность конструкции, то ее можно просто оставить там. Этикетки также используют для покрытия утяжин. Текстура также оказывается эффективной для сокрытия утяжин. Он может обеспечить маскировку, но не может скрыть след утопления. Однако, если раковина появляется где-то на виду, вам нужно внимательно посмотреть, что ее вызывает.
Причина 1: неправильная температура расплава
Использование неправильной температуры при плавлении смолы может привести к образованию утяжек на поверхности готового пластика. Часто утяжка возникает из-за низкой температуры вставки, и в этом случае повышение температуры может решить эти проблемы. Чтобы избежать этого, отрегулируйте температуру плавления смолы в пределах рекомендованного производителем диапазона температур. Перед заливкой смолы в форму проверьте температуру расплава.
Причина 2: низкое время упаковки и выдержки
Чтобы избежать утяжин, держите его достаточно долго, чтобы убедиться, что ворота затвердевают после заполнения формы. Это помогло бы предотвратить выход расплавленного материала из формы, предотвращая раковины. Другими словами, если рядом с воротами образовалась метка или впадина, увеличение времени наложения и выдержки помогает ее устранить.
Причина 3: Неправильное набивка или давление удержания
Чтобы предотвратить усадку или усадку, типичное давление в полости пресс-формы колеблется в пределах 8000–15 000 фунтов на квадратный дюйм. Правило заключается в том, что давление набивки или выдержки должно составлять 50-70% от давления впрыска. Лучший способ оказать давление – измерить толщину. Следовательно, толстые секции пресс-формы требуют больше пластика и давления, чем менее толстые секции, чтобы сохранить форму.
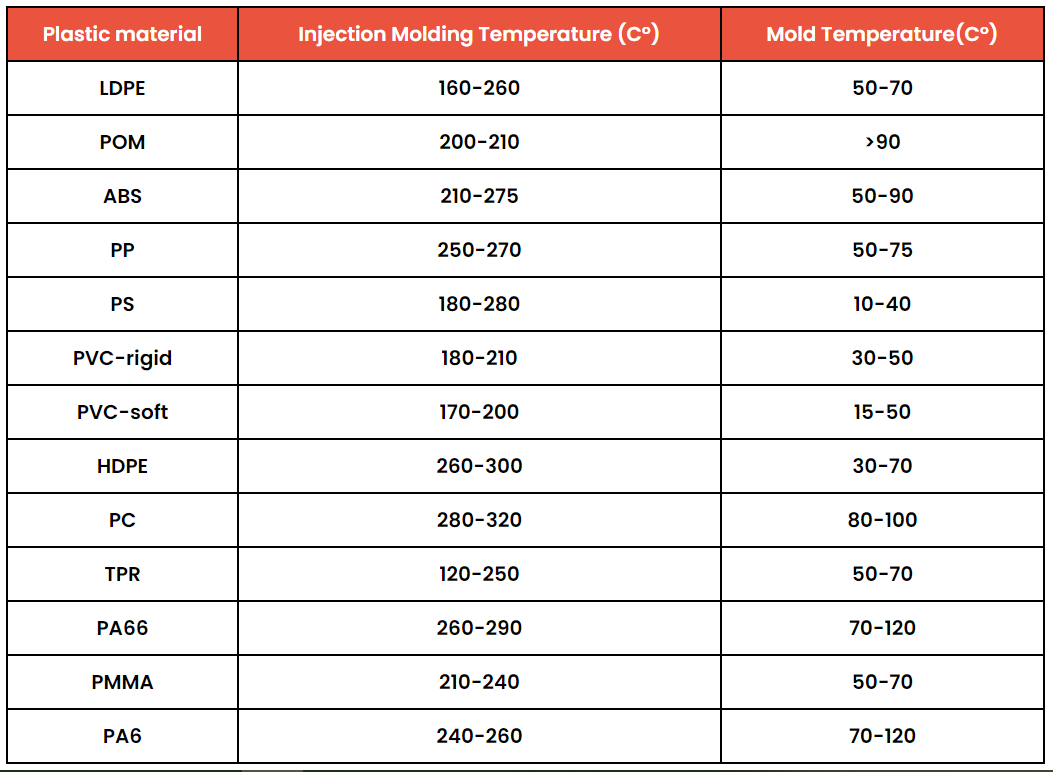
Причина 4: Высокая температура пресс-формы
Ниже приведена рекомендуемая температура литья под давлением для обычного пластика:
Причина 5: неправильная конструкция детали
Важно отметить, что ребра и бобышки являются наиболее распространенными областями, где появляются утяжины. Ниже приведены несколько способов устранения дефектов литья под давлением, вызванных геометрией.
Баланс ребра и толщины стенки
Создание баланса между толщиной ребра и стенки поможет уменьшить склонность к образованию этих отметин. Избегайте увеличения высоты ребра до толщины стены. Кроме того, не делайте высоту ребра более чем в 3 раза больше толщины стенки.
Используйте постепенный наклон в 7 градусов у основания ребра
Рекомендуется использовать постепенный наклон в 7° у основания любого ребра, которое вы используете в своем дизайне. Использование этого метода наклона работает только тогда, когда ворота находятся рядом с областью. Этот наклон помогает обеспечить постепенный подъем расплавленного материала, впрыскиваемого в форму, предотвращая появление пятен и искажений на ее поверхности.
Босс Дизайн
При проектировании бобышки, где обруч будет подвергаться минимальным нагрузкам, внешний диаметр должен быть вдвое больше внутреннего диаметра. Этот тип конструкции бобышки поможет уменьшить утяжины. С другой стороны, если обруч с бобышкой будет подвергаться большим нагрузкам при приложении более тяжелых нагрузок, внешний диаметр должен быть в два с половиной раза больше внутреннего диаметра.
Тонкая базовая зона вокруг босса
Лучше избегать истончения базовой области вокруг бобышки. Эта практика, распространенная в наши дни, делает конструкцию непрочной. В результате бобышке потребуются прочные ребра для поддержки, которые, следовательно, прерывают поток материала во время впрыска, что приводит к утяжкам на пластике.
Маленькое отверстие сопла
Если сопло забито или отверстие сопла формовочной машины маленькое, отсутствие давления может привести к появлению утяжин на пластике. Следовательно, лучший способ предотвратить этот тип дефекта на пластике — это очистить или заменить сопло машины для литья под давлением, чтобы получить идеальную скорость впрыска.
Равномерная толщина стенки
Во избежание утяжек толщина стенки должна быть одинаковой по всей пластиковой конструкции. Этот фактор необходимо обеспечить на начальном этапе проектирования. Если этот фактор упускается из виду, это может привести к ограниченному процессу. Углы тоже могут быть проблемными зонами, так как соединение двух стен может привести к увеличению толщины. Скругление внешних и внутренних углов может помочь сохранить постоянную толщину стен и устранить усадку. Если толщина стенок различается, расплавленная смола будет сначала свободно течь через более толстые участки, чем через более тонкие участки. Толщина стенки ребер должна быть не более 50-80%.
Причина 6: Неправильный дизайн пресс-формы
Перемещение ворот: если ворота загерметизировать слишком рано, могут появиться утяжины. Перемещение ворот во время проектирования может изменить время герметизации ворот, устраняя утяжины.
Одним из важнейших аспектов дизайна пресс-формы для раковин является размещение линии подачи воды. Более толстые участки обычно получают адекватное охлаждение на поверхности детали, однако внутренние части толстой области часто игнорируются. Подача воды во внутренние части толстой секции может быть сложной задачей, но она может улучшить водоотвод, качество деталей и, возможно, время цикла. Помните, что цель состоит в том, чтобы обеспечить равномерное охлаждение той части, где происходит раковина.
Причина 7: Неправильный выбор пластикового материала
Материал, имеющий большую усадку, более склонен к образованию утяжин. Разница в материале оказывается эффективной для улучшения утяжек. На выбор материалов влияет множество факторов, одним из наиболее важных соображений является усадка. Старайтесь использовать материалы с более низкой степенью усадки, только когда другие условия соответствуют потребностям.
Как поставщик-производитель, мы предлагаем устранить утяжку на литых деталях до того, как она появится, вместо того, чтобы искать решения в спешке, когда появляется утяжка. Поиск решений означает, что необходимо изменить конструкцию детали, изготовленной методом литья под давлением, или инженеры должны отрегулировать ворота пресс-формы или направляющие. Упомянутые меры не только увеличивают стоимость производства, но и удлиняют цикл разработки продукта. Хуже всего то, что со всеми приложенными усилиями вам придется пойти на компромисс, что утяжины все еще есть. 3D-моделирование предоставляет мощные возможности для проектирования пластиковых деталей. В Solidworks мы можем использовать анализ толщины для оценки нашей детали. Пластиковое программное обеспечение позволяет изменять характеристики и размер упаковки. Это будет полезно для уменьшения утяжины.
<< Предыдущая страница
Следующая страница >>
Интернет: www.responmoulding.com
Тел.: +008613950149615 (Mob/Wechat/Whatsapp)
Эл. почта: sales@responmoulding.com
Ссылки:











Copyright © Respon Moulding Co., Ltd . All rights reserved.
 +008613950149615 (Mob/Wechat/Whatsapp)
+008613950149615 (Mob/Wechat/Whatsapp)
 sales@responmoulding.com
sales@responmoulding.com
 +008613950149614
+008613950149614
 929387114@qq.com
929387114@qq.com
